Forager Food Co. is at the forefront of the Australian freeze-drying industry, offering a range of premium freeze-dried products, all expertly crafted using the finest ingredients and the latest in manufacturing facilities and technology.
Forager Food Co. processes, dries, and packages a diverse range of foods providing extended shelf life whilst protecting the most valuable and delicate ingredients, including vitamins, minerals, antioxidants, colours, and flavours.
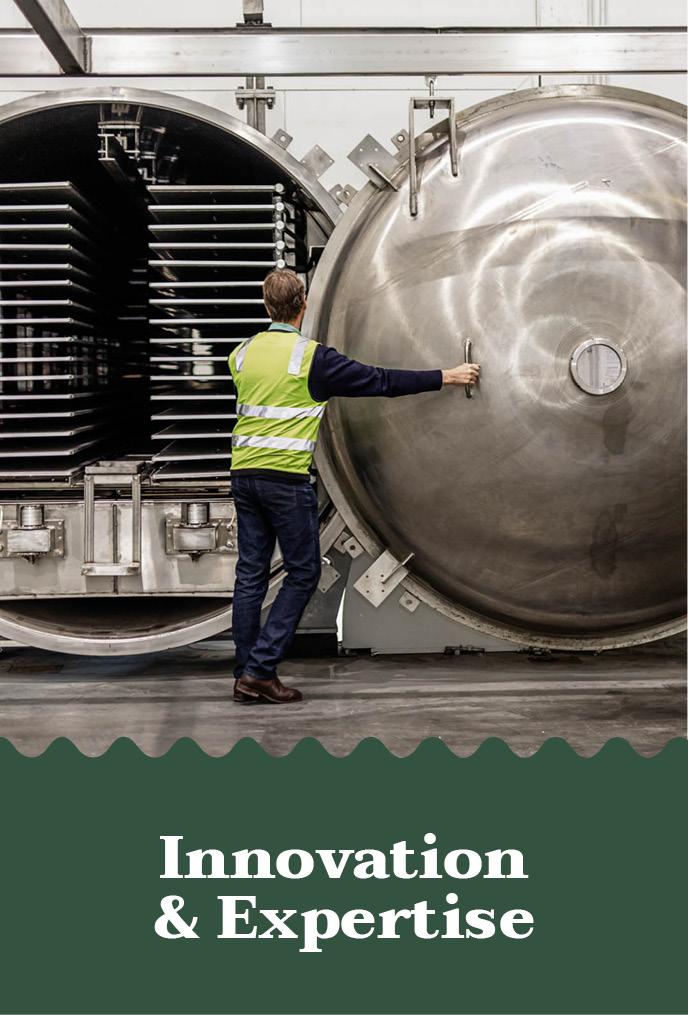
Our production facilities at Red Hills, Scottsdale and Western Junction in Tasmania’s north feature state-of-the-art freeze-drying capability and are supported by full-service manufacturing facilities, including ambient, chilled, and frozen storage, food processing, packing, despatch, and logistics services.
Central to Forager Food Co’s three facilities are our eight state-of-the-art freeze-dryers, capable of processing 4,490 tonnes of wet product per annum, giving Forager the largest capacity anywhere in Australia.
The freeze-dryers are supported by world-class processing and packing facilities, along with over 2,150m2 of chilled and frozen storage, offering clients an integrated and seamless manufacturing process.
Forager can offer a complete end-to-end manufacturing solution, including storage, processing, freeze-drying and powdering.